КЛАССИФИКАЦИЯ ИНСТРУМЕНТА
![]()
![]()
![]()
| Профессиональный алмазный инструмент с хорошим соотношением цена-ресурс-производитель- ность. Серия универсального использования для професси- онального выполнения работ преимущественно бытового направления. | Профессиональный алмаз- ный инструмент с наилучшим соотношением ресурс-про- изводительность-удельные затраты на обработку. Серия разработана для больших объемов алмазной резки профессиональными пользо- вателями. | Профессиональный алмаз- ный инструмент ТОП-класса, отвечающий самым высоким требованиям. Специализи- рованная профессиональная серия направленная на удов- летворение потребностей промышленного рынка. |
НАЗНАЧЕНИЕ
Свёрла алмазные Distar DDR, DDS L=50-80 mm (САМК, САМС L=50-80 mm) предназначены для
сверления искусственных и природных строительных материалов при помощи ручного электроинструмента с обязательным применением охлаждения


(см. Таблицу 1, "Применяемость алмазного инструмента по материалам").
.jpg "distar_instruciya")

Сверла типа Distar DDR, DDS L=50-80 mm (САМК, САМС L=50-80 mm) изготавливаются с такими типами посадочного крепления (для работы на оборудовании):
1) С хвостовиком d12 для сверления при помощи ручных электродрелей мощностью 0,8-1,5
кВт, на оборотах 800-1500 об/мин, в режиме безударного сверления;
(Distar Active CAMK-новое название DDR-B)
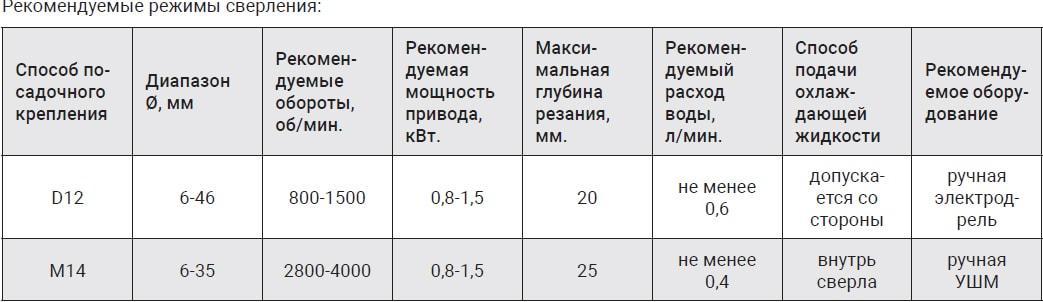
2) С внутренним резьбовым посадочным М14 для сверления при помощи ручных угловых шлифовальных машин мощностью 0,8-1,5 кВт, на оборотах 2800-4000 об/мин.
Алмазные свёрла типа DDR, DDS L=50-80 mm (САМК, САМС L=50-80 mm) не входят в перечень
продукции, подлежащей обязательной сертификации на территории Украины.
Свёрла типа DDR, DDS L=50-80 mm (САМК, САМС L=50-80 mm) изготавливаются по ТУ У 28.6-
21078963-006:2005. Типоразмер и исполнение указаны на корпусе и упаковке изделия.
ЗАТОЧКА:
При снижении режущей способности алмазного сверла (зашлифовке режущих кромок алмазов), небходимо заточить алмазные зерна на рабочей поверхности сегментов. Для этого необходимо выполнить несколько отверстий по любому абразивному материалу, например по кирпичной кладке.
Частота повторного затачивания алмазного слоя зависит от твердости и степени обрабатываемости материала.
Очень частое затачивание может привести к уменьшению ресурса сверла.

